


Pielietojums pusvadītāju rūpniecībā
GREEN ir nacionāls augsto tehnoloģiju uzņēmums, kas nodarbojas ar automatizētas elektronikas montāžas, pusvadītāju iepakošanas un testēšanas iekārtu pētniecību un attīstību, kā arī ražošanu. Apkalpojam tādus nozares līderus kā BYD, Foxconn, TDK, SMIC, Canadian Solar, Midea un vairāk nekā 20 citus Fortune Global 500 uzņēmumus. Jūsu uzticamais partneris progresīviem ražošanas risinājumiem.
Līmēšanas iekārtas ļauj izveidot mikrosavienojumus ar stieples diametriem, nodrošinot signāla integritāti; skudrskābes vakuuma lodēšana veido uzticamus savienojumus pie skābekļa satura <10 ppm, novēršot oksidēšanās traucējumus augsta blīvuma iepakojumā; AOI pārtver mikronu līmeņa defektus. Šī sinerģija nodrošina >99,95% uzlabotu iepakojuma ražu, atbilstot 5G/AI mikroshēmu ekstremālajām testēšanas prasībām.

Ultraskaņas stiepļu līmētājs
Spēj savienot 100 μm–500 μm alumīnija stiepli, 200 μm–500 μm vara stiepli, alumīnija lentes līdz 2000 μm platumā un 300 μm biezumā, kā arī vara lentes.

Kustības diapazons: 300 mm × 300 mm, 300 mm × 800 mm (pielāgojams), ar atkārtojamību < ±3 μm

Kustības diapazons: 100 mm × 100 mm, ar atkārtojamību < ±3 μm
Kas ir stiepļu savienošanas tehnoloģija?
Vadu savienošana ir mikroelektroniska savienošanas metode, ko izmanto, lai savienotu pusvadītāju ierīces ar to korpusu vai substrātiem. Kā viena no svarīgākajām tehnoloģijām pusvadītāju nozarē, tā nodrošina mikroshēmu saskarni ar ārējām shēmām elektroniskajās ierīcēs.
Līmēšanas stiepļu materiāli
1. Alumīnijs (Al)
Izcila elektrovadītspēja salīdzinājumā ar zeltu, izmaksu ziņā efektīva
2. Varš (Cu)
Par 25% augstāka elektriskā/siltumvadītspēja nekā Au
3. Zelts (Au)
Optimāla vadītspēja, izturība pret koroziju un savienojuma uzticamība
4. Sudrabs (Ag)
Augstākā vadītspēja starp metāliem
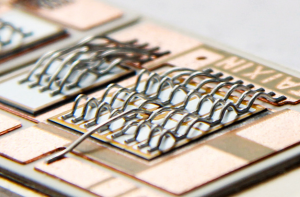
Alumīnija stieple
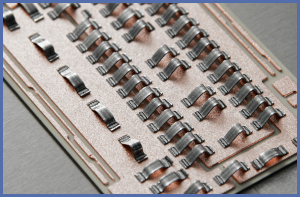
Alumīnija lente
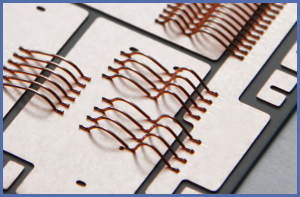
Vara stieple
Vara lente
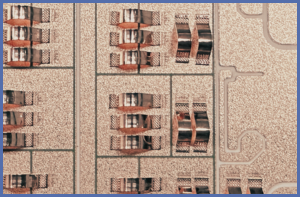
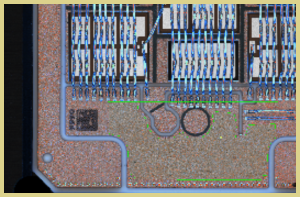
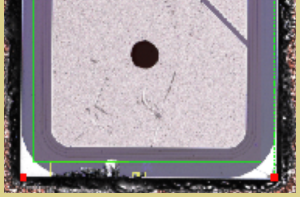
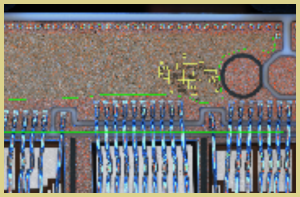
Pusvadītāju matricu līmēšana un stiepļu līmēšana AOI
Izmanto 25 megapikseļu rūpniecisko kameru, lai noteiktu mikroshēmu stiprinājuma un vadu savienojumu defektus tādos produktos kā integrālās shēmas, IGBT, MOSFET un svina rāmji, sasniedzot defektu noteikšanas līmeni, kas pārsniedz 99,9%.

Pārbaudes gadījumi
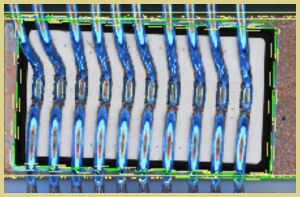
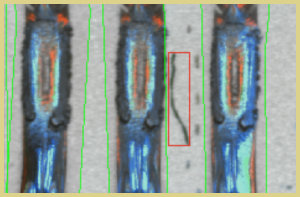
Spēj pārbaudīt mikroshēmas augstumu un līdzenumu, mikroshēmas nobīdi, slīpumu un šķembojumu; lodlodītes nesalipšanu un lodējuma savienojuma atdalīšanos; vadu savienojuma defektus, tostarp pārmērīgu vai nepietiekamu cilpas augstumu, cilpas sabrukšanu, pārrautus vadus, trūkstošus vadus, vadu kontaktu, vadu saliekšanos, cilpas krustošanos un pārmērīgu astes garumu; nepietiekamu līmes daudzumu; un metāla šļakatas.
Lodēšanas lodīte/atlikums
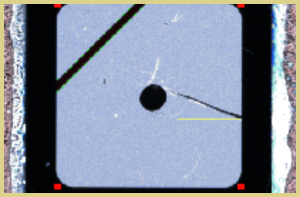
Čipa skrāpēšana
Čipa novietojums, izmērs, slīpuma mērīšana
Čipu piesārņojums/svešķermeņi
Čipu šķelšana
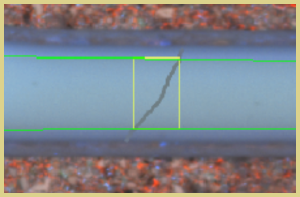
Keramikas tranšeju plaisas
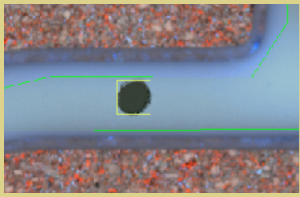
Keramikas tranšejas piesārņojums
AMB oksidēšanās
Skudrskābes atkārtotas plūsmas krāsns līnijā

1. Maksimālā temperatūra ≥ 450°C,minimālais vakuuma līmenis < 5 Pa
2. Atbalsta skudrskābes un slāpekļa procesa vidi
3. Viena punkta tukšuma ātrums ≦ 1%, kopējais tukšuma ātrums ≦ 2%
4. Ūdens dzesēšana + slāpekļa dzesēšana, aprīkota ar ūdens dzesēšanas sistēmu un kontakta dzesēšanu
IGBT jaudas pusvadītājs
Pārmērīgs tukšumu veidošanās ātrums IGBT lodēšanas laikā var izraisīt ķēdes reakcijas kļūmes, tostarp termisku nobīdi, mehāniskas plaisāšanas un elektriskās veiktspējas pasliktināšanos. Tukšumu veidošanās ātruma samazināšana līdz ≤1% ievērojami uzlabo ierīces uzticamību un energoefektivitāti.
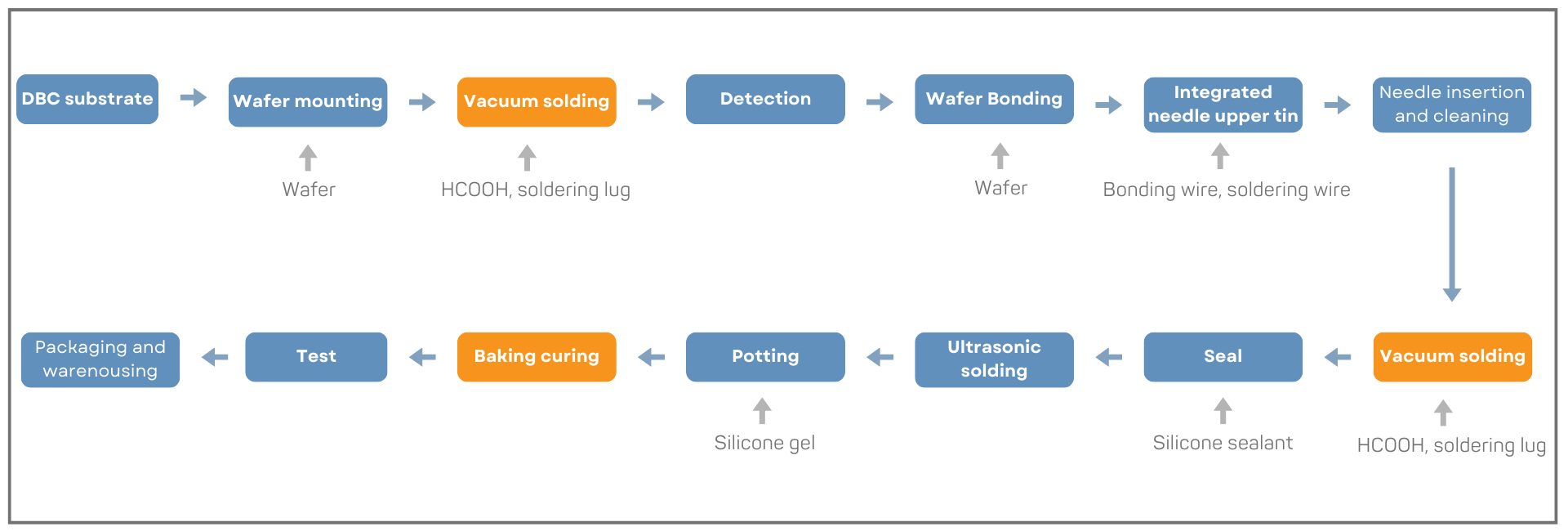
IGBT ražošanas procesa blokshēma





